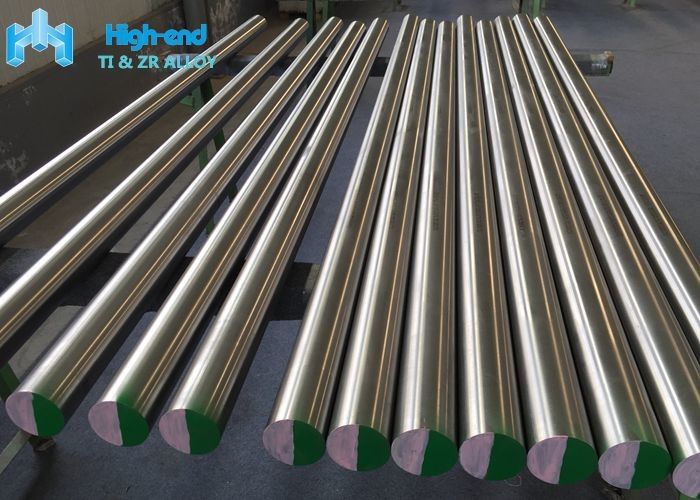
Tytanowy pręt kuty na gorąco klasy 2, walcowany na gorąco, okrągły pręt z tytanu
Tradycyjna technologia pręta tytanowego polega na odlewaniu tytanu gąbczastego we wlewki, a następnie wytwarzaniu pręta tytanowego za pomocą walcowania kęsów i kucia. Gąbka tytanowa jest najbardziej oryginalnym materiałem do produkcji materiałów tytanowych, wytapianie dostanie wlewek tytanowy, materiał wyjściowy do obróbki tytanu.
Proces przetwarzania pręta tytanowego z tytanu gąbczastego na blank wygląda następująco:
(1) elektroda dociskowa, tytan gąbczasty jest przeciskany przez elektrodę prasującą, tworząc gęstą elektrodę blokową z tytanu gąbczastego;
(2) Odlewanie próżniowe, trzykrotne odlewanie próżniowe gąbkowej tytanowej elektrody bloku do prasowania w warunkach 1700 ~ 1800 ℃ i -103 Pa;
(3) półfabrykat, w stanie 1000 ℃, przez półfabrykat prasy hydraulicznej, a na koniec wciśnięty w kwadratowy półfabrykat;
Należy zauważyć, że wysokie ciśnienie skróci żywotność pręta tytanowego w procesie cięcia.Dlatego też, gdy pręt tytanowy jest kuty matrycowo metodą kucia matrycowego zamkniętego, objętość oryginalnego półfabrykatu musi być ściśle ograniczona w metodzie kucia matrycowego zamkniętego, co komplikuje proces przygotowania. interesujące aspekty i wykonalność procesu. Kucie matrycowe, zadziory z utraty wagi półfabrykatu od 15% do 20% odpadów produkcyjnych części zaciskowej (jeśli warunki kucia muszą opuścić tę część) stanowiły 10% wagi półfabrykatu Względna strata metalu zwykle wzrasta wraz ze zmniejszeniem masy półfabrykatu, pewna asymetryczna struktura, różnica powierzchni jest większa i trudno jest wypełnić lokalne odkuwki. Zużycie zadziorów może wynosić nawet 50%.Chociaż kucie matrycowe zamknięte nie ma utraty zadziorów, konieczne jest dodanie większej liczby rowków przejściowych dla skomplikowanego procesu wytwarzania kęsów, co niewątpliwie zwiększy koszty pomocnicze.
(4) w przypadku pierwszego walcowania, w temperaturze 970 ~ 980 ℃, półfabrykat o cylindrycznym kształcie jest wstępnie walcowany przez walcarkę;
(5) drugie walcowanie, w warunkach 950 ℃, z walcowaniem na puste części.
Istnieje wiele metod walcowania, które można sklasyfikować według różnych właściwości. Zgodnie z charakterystyką płynięcia metalu i odkształcenia, wytłaczanie można sklasyfikować jako wytłaczanie do przodu, wytłaczanie odwrotne i wytłaczanie specjalne. Wyciskanie specjalne obejmuje wytłaczanie hydrostatyczne, ciągłe, boczne, połączone wytłaczanie, wytłaczanie złożone, wytłaczanie płaszczowe, wytłaczanie z peelingiem, wytłaczanie z uszczelnieniem wodnym, wytłaczanie z gorzkimi matrycami, wytłaczanie proszkowe, wytłaczanie półtopliwe, wytłaczanie w płynie itp.
Wytłaczanie według klasyfikacji temperaturowej obejmuje wytłaczanie na gorąco, wytłaczanie na ciepło i wytłaczanie na zimno. Wytłaczanie na gorąco i wytłaczanie na zimno to dwie główne gałęzie wytłaczania.Wytłaczanie na gorąco jest stosowane głównie w systemie przemysłu metalurgicznego, czyli ogólnej nazwie wytłaczania. Zastosowanie systemu przemysłu mechanicznego wytłaczanie na zimno; rozwój ciepłego wytłaczania jest stosunkowo późny, a jego zakres zastosowania jest niewielki.
Gąbka tytanowa → blok elektrody tytanowej → topienie próżniowe → wlewek tytanu → tłoczenie prasy olejowej w półfabrykaty prętów → walcowanie → obieranie → wyżarzanie → prostowanie → polerowanie → gotowy produkt → wykrywanie wad → pakowanie
Test chemiczny
| Gatunek materiału |
Glin |
V |
Fe |
O |
C |
n |
h |
Ti |
| Gr1 |
/ |
/ |
0,106 |
0,046 |
0,017 |
0,010 |
0,001 |
Balansować |
| Gr2/UNS R50250 |
/ |
/ |
0,178 |
0,19 |
0,011 |
0,006 |
0,001 |
Balansować |
Test mechaniczny
| Gatunek materiału |
Wytrzymałość na rozciąganie |
Siła plonowania |
Wydłużenie |
Redukcja powierzchni |
| Gr1 |
405 |
316 |
21 |
41 |
| Gr2 |
463 |
349 |
26 |
46 |

Zaleta materiałów TITANIUM do zastosowań AEROSPACE
· Lekka waga
· Wysoka wytrzymałość
· Wysoka odporność na zmęczenie
· Wysoka odporność na ciepło
 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!